|
|
|
|
|
|
| Illustration 1 | g00768513 |
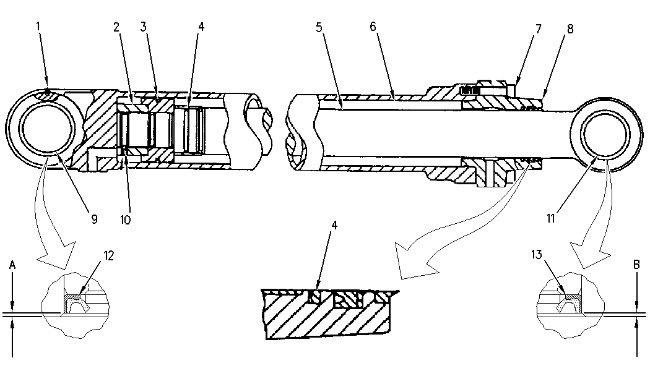
(1) Torque for grease fitting … 9.3 ± 4.9 N·m (82.31 ± 43.37 lb in)
(2) Torque for locknut … 4780 ± 240 N·m (3526 ± 177 lb ft)
(3) Lubricate the inside diameter and outside diameter with clean grease.
(4) Install the seal ring with the slit toward the piston.
(5) Rod assembly
- Diameter of rod … 85.0 mm (3.35 inch)
- Minimum thickness for plating … 0.03 mm (0.001 inch)
(6) Bore of cylinder … 120.0 mm (4.72 inch)
(7) Torque for 12 bolts … 267 ± 40 N·m (197 ± 30 lb ft)
(8) Bore of head … 85.0 mm (3.35 inch)
Note: Make sure that the bearings are installed in the bore so that the identification numbers of the bearings are facing outward.
(9) 163-3753 Sleeve Bearing
- Outside diameter … 95.102 ± 0.011 mm (3.7442 ± 0.0004 inch)
- Inside diameter … 80.12 ± 0.02 mm (3.154 ± 0.001 inch)
- Install the bearing in the bearing bore. … centered
(10) After tightening the setscrew (10) , stake the setscrew in two places.
- Torque for setscrew … 57.0 ± 10.0 N·m (42.04 ± 7.38 lb ft)
Note: Make sure that the bearings are installed in the bore so that the identification numbers of the bearings are facing outward.
(11) 163-3746 Sleeve Bearing
- Outside diameter … 95.102 ± 0.011 mm (3.7442 ± 0.0004 inch)
- Inside diameter … 80.12 ± 0.02 mm (3.154 ± 0.001 inch)
- Install the bearing in the bearing bore. … centered
(12) Install the seal in the bearing bore until dimension (A) is 1.00 ± 0.50 mm (0.039 ± 0.020 inch).
- Quantity … 2
(13) Install the seal in the bearing bore until dimension (B) is 1.00 ± 0.50 mm (0.039 ± 0.020 inch).
- Quantity … 2